Выдувная экструзия пленок

Выдувная экструзия пленок
(новые решения — улучшенные свойства)
Тема охраны окружающей среды при выборе упаковочных решений из полимеров уже давно подвергается спорным дискуссиям. Область упаковки из синтетических материалов находится в фокусе особенно пристального внимания, так как она в общественном сознании связывается с расточительством природных ресурсов из-за долговременной разлагаемости полимеров в природе, загрязнением окружающей среды и опасностью замусоривания океанов «Marine Littering». Тот факт, что для изготовления мягкой упаковки из полимерных материалов расходуется значительно меньше ресурсов, чем для упаковываемых продуктов, которые они защищают от порчи, зачастую в общественных дискуссиях упускается из виду. Большое конкурентное давление в упаковочном секторе обуславливает рост требований к изготовителям сырья и оборудования для внедрения природосберегающих упаковочных решений за счет инновационных материалов и технологий.
Согласно исследованиям компании Freedonia Group Inc., Cleveland OH, США, в области мягкой упаковки наибольший прирост наблюдается у полимерных пакетов, так как они стали использоваться в новых областях промышленности. Благодаря их незначительному весу снижаются расходы на их производство и логистику [1].

Экструзия рукавных пленок с водяным охлаждением
На сегодняшний день традиционными технологиями изготовления полиэтиленовых пленок для мягкой упаковки являются выдувная и поливная экструзия. Если классическая выдувная экструзия рукавных пленок с конвекционным охлаждением полимерного расплава имеет сравнительно небольшую скорость охлаждения 20–80 K/мин., то при экструзии поливных пленок благодаря контактному охлаждению на поливном вале достигается примерно 10-кратное увеличение интенсивности охлаждения. Если же рассматривать технологию экструзии рукавных пленок с водяным охлаждением, то эта технология дает возможность получить очень высокие скорости охлаждения — 1000–3000 K/мин [2]. Поэтому изготовленные по этой технологии пленки имеют спектр свойств, которые особенно полезны и интересны для изготовления мягкой упаковки. С помощью быстрого охлаждения можно сдерживать процессы кристаллизации и таким образом производить пленки с почти аморфной молекулярной структурой. Она придает пленкам очень хороший блеск поверхности и высокую прозрачность. Также благодаря аморфной структуре такие пленки очень эластичные, обладают высокой прочностью на прокол и пригодны для изготовления качественной упаковки методом термоформования. В экструзионной установке для изготовления рукавных пленок с водяным охлаждением AQUAREX, пленочный рукав экструдируется вертикально сверху вниз (рис. 1).
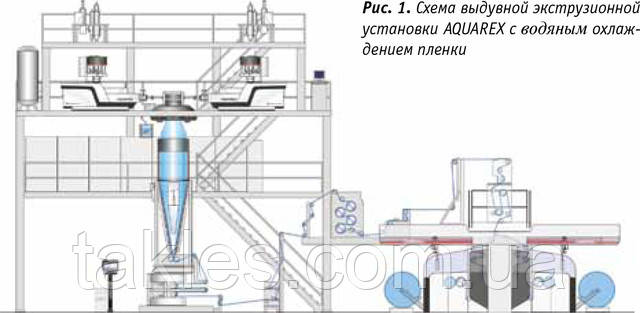
Как и в традиционной выдувной экструзионной установке различные полимерные материалы пластифицируются в нескольких экструдерах и в виде потока расплава передаются через выдувную головку к многослойному кольцевому зазору. Выходящий из выдувной головки рукав расплава вытягивается вертикально вниз и одновременно выдувается воздухом. Затем водяной калибратор контролируемо подает воду на раздутый пленочный рукав и обеспечивает быстрое охлаждение расплава полимерного материала. После этого пленочный рукав плоско складывается и вытягивается, подвергается возможной термофиксации и направляется на моно- или двойной намотчик. При этом во всей установке используются зарекомендовавшие себя такие унифицированные узлы традиционной выдувной экструзионной установки VAREX II, как например, экструдеры, выдувные головки, автоматика и намотчики. По новой технологии с водяным охлаждением можно производить многослойные пленки со структурой до 11 слоев с рабочей шириной до 1600 мм и диапазоном толщины от 30 до 300 мкм. Благодаря инновационной концепции охлаждения достигается высокая производительность установки при одновременно низкой конструкционной её высоте.
Пакеты для медицинских инъекций
Типичной областью применения рукавных полимерных пленок, изготовленных выдувной экструзией с водяным охлаждением, являются пакеты для медицинских инъекционных растворов, часто называемых инъекционными пакетами (рис. 2).

К такой упаковке предъявляются очень высокие требования по оптическим и физико-механическим свойствам. В качестве сырья для их производства используются преимущественно модифицированные марки полипропилена, изготавливаемые специально для медицинских целей, так как такие пленки вступают в контакт с инъекционным раствором. Кроме того, существуют четкие требования к асептическим свойствам материала, а также к гигиеническим условиям производственной периферии, соблюдение которых предотвращает попадание на пленку вредных для здоровья человека веществ. Благодаря использованию очищенного воздуха в закрытом пространстве пленочного рукава, внутренняя его поверхность будет контролировано чистой. Именно она станет впоследствии внутренней поверхностью инъекционных пакетов. После плоской укладки рукава и вытяжки между слоями пленки не остается воздуха, и поэтому нет опасности её загрязнения. С помощью быстрого охлаждения и получаемой в результате структуры получается очень мягкая пленка, подобная мягкой ПВХ-пленке, несмотря на то, что речь идет о ПП-пленке. Хорошая свариваемость пленки вместе с высокой прочностью на прокол также имеют большое значение, так как инъекционные пакеты должны быть герметичными и, кроме того, выдерживать многократное падение с высоты 1 м без повреждения и потери содержимого. При этом пленка должна быть достаточно мягкой, чтобы обеспечить полное опорожнение пакета и обладать одновременно высокими оптическими свойствами. Все перечисленные требования можно выполнить в полной мере путем изготовления пленок по технологии выдувной экструзии рукавных пленок с водяным охлаждением.
Упаковка FFS
Инъекционные пакеты представляют собой особую форму так называемой ФЗЗ-упаковки, которая изготавливается по технологии «формированиезаполнение-заваривание» (ФЗЗ). Наряду с упаковыванием медицинской продукции они также используются для упаковывания промышленных товаров и продовольственных продуктов (рис. 3).Кроме пакетов с дном, широкое применение находят также пакеты с боковыми складками и простые плоские пакеты с прямым дном. В зависимости от конструкционной формы фасовочно-упаковочного оборудования различают горизонтально и вертикально скомпонованные установки. Пленка при этом может подаваться в установку в виде рукава или плоского полотна, которое в этом случае сначала сворачивается в рукав и сваривается, прежде чем из него соответствующими поперечными сварочными губками изготавливаются упомянутые пакеты. Наряду с механической стабильностью пленки и её оптическими свойствами особое значение для пакетов имеют прежде всего хорошая свариваемость пленки и её прочность в зоне сварных швов. Изложенная выше технология фасования продукции в пакеты принципиально пригодна для упаковывания всей текучей и сыпучей продукции, в том числе для фасования и упаковывания пищевых продуктов. Так, например, молоко в странах Азиатского континента почти исключительно упаковывается в плоские пакеты с прямым дном. В странах Среднего Востока в такие пакеты упаковывают преимущественно пищевые растительные масла, Ghee (топленое масло), рис, орехи и сухофрукты. Если же речь идет о скоропортящихся пищевых продуктах или если продукты необходимо хранить длительное время, то в этих случаях для изготовления упаковки применяют многослойные барьерные пленки, специальные функциональные слои которых имеют незначительную проницаемость для воды и водяных паров, газов и ароматов. Такие пленки имеют симметричную структуру (рис. 4) из 5, 7, 9 или даже 11 слоев, при этом функциональные слои из ПА и EVOH располагаются симметрично в середине многослойной структуры (рис. 4).
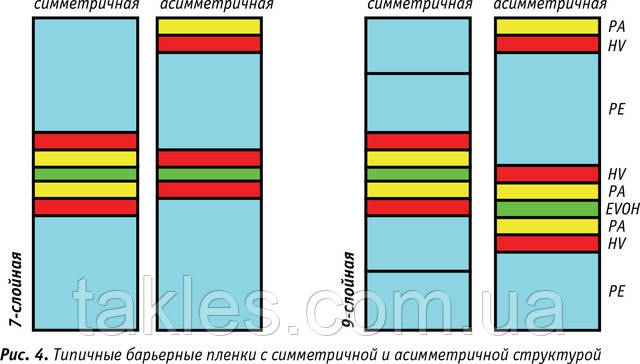
Так как эти полимеры сложно прочно соединить с ПЭ, то в структуру такого материала вводят так называемые адгезионные слои, которые обеспечивают достаточную адгезию между слоями многослойной пленки. Наружные слои из ПЭ таких многослойных пленок должны быть пригодны для нанесения качественного рисунка различными видами печати, иметь высокий блеск поверхности пленки, а внутренние слои ПЭ должны хорошо свариваться, чтобы можно было изготавливать прочные пакеты.
Aсимметричные многослойные пленки
Использование пленок с асимметричной структурой представляет собой сложную задачу при сваривании пакетов. С одной стороны, должна быть найдена такая точка процесса, при которой в максимально короткое время получается стабильный, прочный сварной шов. С другой — находящаяся в контакте со сварочной губкой сторона пленки не должна нагреться до такой степени, чтобы прилипнуть к ней. При этом присутствие в таких случаях в зоне сварного шва загрязнений потребует замену сварных губок или их очистку вручную, что, как следствие, приведет к простоям оборудования. Для уменьшения такого риска в наружном слое пленки, контактирующем со сварочной губкой, следует применять термически более стабильный материал. Это можно обеспечить кашированием материала с пленкой, например, из ПА, диапазон температуры плавления которой лежит значительно выше, чем у пленки из ПЭ. Однако каждая такая дополнительная технологическая операция при изготовлении материала и упаковки влечет за собой дополнительные расходы. Асимметричную структуру пленки можно также получить альтернативным способом — соэкструзией, при которой термически более стабильный материал расположить в наружном слое многослойной пленки (рис. 4). В таком случае нет необходимости в операции каширования, что положительно скажется на общих расходах при изготовлении пленки. В обоих случаях время сваривания при изготовлении упаковки может быть сокращено за счет использования более высоких температур сварки, что приведет к уменьшению времени цикла изготовления упаковки. Однако значительное различие в температуре плавления между ПA и ПЭ при изготовлении многослойной пленки при традиционной выдувной экструзионной технологии имеет еще один недостаток (рис. 5).
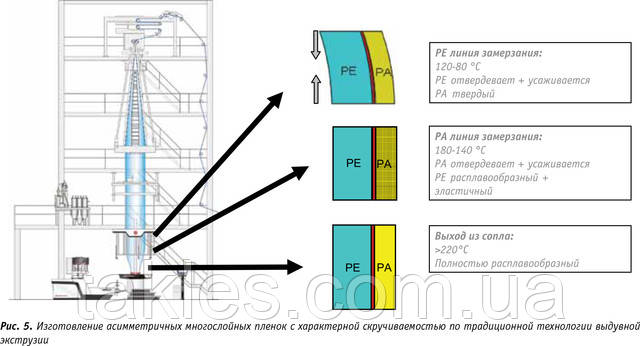
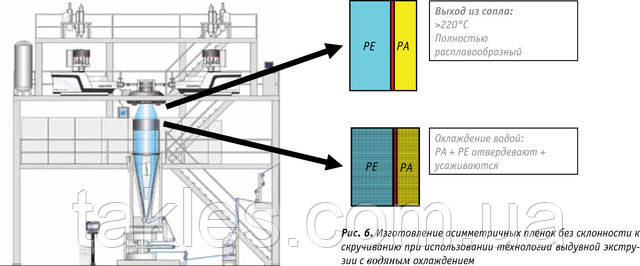
Если в 3-слойной структуре пленки из ПA и ПЭ наружной стороной рукавной пленки является слой ПА, то после выхода расплава из щели головки материал очень быстро переходит в твердое агрегатное состояние. Речь идет об охлаждении ПA, который переходит в твердое состояние, в то время как ПЭ еще остается в виде расплава и может компенсировать объемную усадку ПA эластичной деформацией. При охлаждении ПЭ, ПA уже затвердел и поэтому не может компенсировать усадку ПЭ эластичной деформацией. В результате пленка имеет очень сильную тенденцию к скручиванию или, согласно новой терминологии, закручиванию (Curling). Для дальнейшей переработки пленки в упаковочных автоматах это Curling-свойство пленки негативно, так как оно усложняет прохождение пленки в оборудовании и замедляет процесс упаковывания. При одностороннем охлаждении расплава на поливном валу экструзионной установки для плоских пленок наблюдаются похожие эффекты, однако в меньшем объеме. При экструзии рукавных пленок с водяным охлаждением феномен Curling-эффекта почти совсем не проявляется. Благодаря интенсивному и быстрому контактному охлаждению расплава холодной водой охлаждение ПА и ПЭ происходит практически одновременно. В результате скручиваемость пленки даже не возникает (рис. 6). Тем самым отпадают ограничения для дальнейшей переработки пленки.
Упаковка для пищевогорастительного масла
Так как физико-механические свойства пленки значительно изменяются в зависимости от её структуры, то простой перенос один к одному рецептуры пленки при переходе с традиционной экструзионной технологии на технологию экструзии с водяным охлаждением пленки — невозможен. Чтобы показать потенциал этой технологии, фирма Windm ller & H lscher инициировала и завершила работы по комплексной разработке от рецептуры пленки вплоть до готового упаковочного решения. Речь идет об упаковывании пищевого растительного масла в плоские пакеты с прямым дном. Это проект, выполненный в сотрудничестве с одним из крупнейших производителей масла в Индии (рис. 7).

В настоящее время это пищевое растительное масло фасуется в основном в пакеты из 3-слойной ПЭ-пленки в фасовочных установках, работающих по вертикальному ФЗЗ-принципу. Так как растительное масло диффундирует сквозь ПЭ пленку, изготовленные из неё пакеты на прилавках в супермаркете быстро покрываются тонким слоем масла. Применение пленки с асимметричной структурой с ПA на наружной стороне дает двойной положительный результат. С одной стороны, барьерные свойства ПА по отношению к растительному маслу значительно выше, с другой — благодаря термостабильности ПA было значительно сокращено время сваривания пакета в фасовочной установке и таким образом оптимизировано время цикла фасования. Такая пленка уже изготавливается сегодня по технологии каширования ПЭ-пленки с биаксиально ориентированной ПA-пленкой, однако, как было отмечено выше, это ведет к дополнительным расходам. Благодаря разработке асимметричной пленки с ПA в наружном слое для технологии экструзии рукавных пленок с водяным охлаждением было найдено упаковочное решение, которое наряду с исключительно положительными свойствами пленки для её дальнейшей переработки также очень выгодно и с экономической точки зрения. К тому же оптические свойства пленки относительно блеска поверхности и её прозрачности значительно лучше, чем у имеющихся на рынке стандартных пленок, что является дополнительным преимуществом. Благодаря наружному слою из ПA и хорошим свойствам свариваемости пленки производительность фасовочно-упаковочных установок была увеличена с прежних около 30 до 40 в мин, что соответствует верхнему пределу этих машин. Одновременно была существенно повышена стойкость сварочных губок, что также улучшает экономичность всего процесса. Такие упаковки с растительным маслом были испытаны по «индийскому стандарту». Этот стандарт предусматривает укладывание плоских пакетов с прямым дном в обычные коробки и их транспортирование на грузовиках на расстояние свыше 2000 км по индийским дорогам. После этого подсчитывается количество упаковок, которые были повреждены в пути. Согласно данным производителя пищевого растительного масла после транспортирования не было обнаружено ни одной поврежденной упаковки, что еще никогда не наблюдалось в прошлые годы. Разработанное упаковочное решение исключает дополнительный процесс каширования, повышает экономичность фасования и обеспечивает лучшую защиту упакованного продукта. Таким образом, эта разработка по праву может быть названа успешной, в том числе и в плане охраны окружающей среды.
Выводы
Для выполнения требований к современным упаковочным решениям необходимо постоянно совершенствовать имеющееся сырье и производственные технологии. Экструзия рукавных пленок с водяным охлаждением дает возможность производить пленки со спектром свойств, превосходящих свойства пленок, изготавливаемых по традиционным технологиям выдувной и поливной экструзии. Благодаря быстрому охлаждению расплава полимера водой получается почти аморфная молекулярная структура, и в результате мягкая, эластичная пленка с очень хорошей свариваемостью. У асимметричных многослойных пленок вследствие незначительной их склонности к скручиванию проявляются существенные преимущества для их дальнейшей переработки в упаковочном оборудовании. Чтобы продемонстрировать потенциал технологии выдувной экструзии с водяным охлаждением водой, фирма Windm ller & H lscher на примере плоских пакетов с прямым дном для пищевого растительного маслa с большим успехом завершила работу по комплексной разработке от рецептуры до готового упаковочного решения.
- Целлюлоза технической конопли и джута для упаковочного материала
 В статье приведены результаты оценки качества целлюлозы из джута и технической конопли по физико-химическим показателям, полученной из традиционных источников. Подтверждена целесообразность использования целлюлозы для изготовления джутовых мешков.Полная версия статьи
В статье приведены результаты оценки качества целлюлозы из джута и технической конопли по физико-химическим показателям, полученной из традиционных источников. Подтверждена целесообразность использования целлюлозы для изготовления джутовых мешков.Полная версия статьи
