Производство овощной сетки

Технологии производства полимерных овощных сеток
(состояние, результаты исследований, перспективы совершенствования)
Производство сетки известными способами состоит из следующих основных операций: подготовка сырья, подготовка расплава, формирования заготовки сетки, охлаждения сетки, намотка неориентированной сетки, ориентация и термообработка сетки, намотка ориентированной сети.
Подготовка сырья. Сырье для производства полимерных овощных сеток (полиэтилен высокого и низкого давления, полипропилен, полистирол, ПВХ и др.) Поставляется в основном в виде гранул и во многих случаях не требует какой-то специальной подготовки. В случае повышенного влагосодержания сырье предварительно подсушивают. При изготовлении цветных сеток для овощей сырье окрашивают, для чего используют смесители различных типов, в которых гранулированный материал соединяется с соответствующими пигментами и красителями.
Подготовка расплава. Выходной гранулированный полимерный материал превращается в расплав, равномерно перемешивается и гомогенизируется в червячном, дисковом или дискочервьячном экструдере. Чаще всего для этого применяют червячные экструдеры.
В линиях для производства полимерных сеток используются червячные экструдеры с диаметром червяка 32, 45, 63 и 90 мм. Производительность червячных экструдеров и качество расплава определяется конструкцией червя, которая избирается с учетом свойств, особенностей сетей, изготавливаемых специфики работы червячного экструдера.
Чаще всего для переработки гранулированных термопластичных полимерных материалов применяют цилиндрические черви с постоянным шагом и переменной глубиной винтового канала, которые имеют три четко выраженные зоны ― загрузки, сжатия и дозирования. В зоне сжатия используются сдвижные элементы, в зоне дозирования ― смесительные.
Основными геометрическими параметрами червяка, которые определяют производительность пресса и качество расплава, является диаметр, длина, степень сжатия (соотношение объемов винтового канала на длине одного шага в зоне загрузки и в зоне дозирования), размеры зон, наличие оползневых и смесительных элементов.
Червячные экструдеры специальных конструкций в производстве полимерных сеток не используют ― в основном применяются червячные экструдеры серийного производства с червями длиной до 25 и более диаметров червяка.
Формирование заготовки сетки для овощей. Подготовленный червячном экструдере расплав полимера через узел фильтрации нагнетается червяком в формирующую сетевое головку, с помощью которой образуются нити, определяется характер их пересечения, то есть формируется заготовка будущей сетки. С помощью ширильного диска, расположенного на заданной глубине в ванне охлаждения, рукавная заготовка растягивается до заданного диаметра. В зависимости от способа производства и конструкции головки сетка получается с прямоугольными или ромбическими ячейками.
Охлаждение сетки. Рукавную заготовку выжимается из головки, погружают в ванну охлаждения, продевают через ширильний диск, охлаждают с фиксированием формы и размеров ячеек. Уровень воды в ванне и температура поддерживаются постоянными.
Наматывание неориентированной сетки для овощей. Охлажденная и составлена тянущими валками в плоскую ленту рукавная сетка сматывается в рулоны заданного диаметра. При необходимости рукавную сетку можно разрезать и сматывать в рулоны в виде плоского полотна.
Ориентация и термообработка ориентированной сети. Узкие рукавные сетки с ромбическим центром можно сразу же после ванны охлаждения, минуя намоточное устройство, подавать на устройство продольной вытяжки. Устройство продольной вытяжки состоит из двух групп валков: тихоходных, окружная скорость которых равна скорости вытягивания охлажденной сетки, и быстроходных.
В виде рукавов или разрезанных на плоское полотно сетки с прямоугольными или квадратными ячейками можно подвергать двоосьовий ориентации и дальше использовать для армирования полимерных пленок. Между группами валков находится устройство для термообработки сетки (ванна с жидкостью, которая имеет определенную температуру). Время пребывания сетки в ванне зависит от длины ванны или от скорости перемещения сетки.
Намотки ориентированной сети. Сетка сматывается в рулоны; натяжение сетки при намотке регулируется. Существуют системы автоматической и полуавтоматической намотки, которые имеют устройства поперечного отрезания пленочного полотна, его заправки в свободную шпулю (намоточный устройство) обвязки рулона и снятия его с намоточного устройства.

На рис. 1 приведена схема классической комплексной технологической линии по производству безузловой полимерной полипропиленовой сетки для овощей. Такие сетки под зарегистрированной торговой названием «ПОЛИНЕТ» известны с 1959 г.., Их получают способом экструзии расплава через отверстия в соосно расположенных кольцевых фильерах взаимно вращаются.
Установка предназначена для переработки полиэтилена высокого или низкого давления, полипропилена и других полимеров в зависимости от типа и назначения получаемых сетей. Установка состоит из экструдера 1, кольцевой сетевого головки 2, ванны для воды 3 и приёмно-тягучего устройства 4. Рекомендуется дополнительное устройство для продольной ориентации сетки, который состоит из тихоходных (подающих) 5 и быстроходных (вытяжных) 6 устройств.
Получение овощной сетки на линии осуществляется следующим образом. Гранулированный материал, который перерабатывается, загружается в бункер экструдера, откуда поступает к его корпусу и увлекается червяком. В корпусе под действием механической энергии червя и тепловой энергии электронагревателей материал расплавляется, гомогенизируется и в виде однородной вязкой массы через пакет фильтрующих сеток подается в кольцевую сетевое головку (рис. 2).

Корпус головки 6 состоит из верхней и нижней частей, которые скреплены болтами. В нижней части корпуса расположены отверстия для патронных нагревателей 5.
Верхняя часть корпуса обогревается внешним кольцевым электронагревателем сопротивления. Во внутреннюю полость корпуса 6 вводится главный вал 7, в нижней части которого на дорне крепится внутренняя фильера 2, выполненная в виде бронзового диска с отверстиями.
Для передачи крутящего момента вращения вала на него насажены зубчатое колесо 8. Соединение вала с колесом Шпоночное. Колесо крепится на валу гайкой 11, которая поднимает или опускает вал, а вместе с ним и внутреннюю фильеру 2.
Снизу на корпус 6 одет опорное кольцо 13, который поджимается к бурта корпуса отжимной гайкой 14. Между буртом и кольцом, а также между кольцом и гайкой установлены два упорных шариковых подшипника 12. На опорное кольцо устанавливается корпус с зубчатым венцом 4. корпус ввинчивается стакан 3, на фланце которого крепится внешняя фильера 1, которая выполнена в виде стального кольца с отверстиями для выжимания нитей сетки.
Вращение головки осуществляется от привода через цепную передачу и звездочку 9, которая посажена на боковом валу 10 с двумя шестернями.
Нижняя шестерня бокового вала находится в зацеплении с зубчатым венцом, через который передается вращательное движение опорном кольцу, стакана и внешний фильере.
Верхняя шестерня через промежуточную шестерню и зубчатое колесо 8 передает вращательное движение на главный вал и внутреннюю фильеру. Внешняя и внутренняя фильеры вращаются в противоположные стороны. Число оборотов регулируется вариатором и может плавно изменяться в широком диапазоне.
Расплав, который подается экструдером, проходит в головке по концентрической зазора между корпусом головки и главным валом и протискивается в виде нитей через отверстия во внутренней и внешних фильерах. Нити, выходящие из фильер, протягиваются через установленную под сетевым головкой водяную ванну охлаждения, увлекаются валками, которые имеют внешний резиновый слой тянущего устройства, и заправляются в намоточное устройство. Затем включается привод головки, который обеспечивает вращения фильер в противоположные стороны с одинаковой угловой скоростью.
Так как отверстия во внутренней и внешних фильерах выполнены под углом 30 ° к вертикали и на выходе сходятся на одном диаметре, нити, которые при вращении фильер выходят из отверстий в противоположные стороны, накладываются друг на друга, образуя рукавную сетку с ромбической формой ячеек. Для повышения прочности соединения нитей сетка натягивается на установленный под головкой ширильний диск 15, диаметр которого в 1,2-3 раза больше диаметра фильеры.
Ширину рукава, толщину нитей, размеры и форму ячеек получаемой сетки определяют параметрами фильер (количество отверстий, диаметр фильер и отверстий), размерами ширильного диске, а также скорости вращения головки и вытяжки сетки.
При необходимости получения ориентированной в продольном направлении сетки последняя подается в устройство продольной ориентации, которым дополнительно комплектуют установки для изготовления сетки. Устройство продольной ориентации состоит из двух групп барабанов (валов): тихоходные (подающих сетки) и быстроходные (вытаскивают).
Группа барабанов, подают сетку, состоит из шести металлических барабанов диаметром 200 мм (два нижних покрытые слоем резины), которые имеют закрепленные на станине приводы и систему управления. Аналогичное строение имеет и вытяжная группа барабанов. За устройством ориентации расположен устройство, которое маркирует и раскладывает сеть и два намоточных устройства. Барабаны подачи и вытяжки сетки получают вращательное движение от индивидуальных электродвигателей через вариатор с дистанционным управлением.
Барабаны по группам вращаются с одинаковой, но «собственной» скоростью, плавно регулируется вариатором. Ориентация сетки (продольная вытяжка) осуществляется за счет разности скоростей движения барабанов группы подачи и вытяжной группы. В случае ориентации сетки из полиэтилена низкого давления и полипропилена между группами монтируется ванна для подогрева сетки в горячей воде.
После барабанов ориентирована сетка в виде тонкого жгута пропускается через устройство, которое маркирует ее, и раскладчик и наматывается на картонные шпули с ребордами.
Фирма «картой» (Италия) производит экструзионные установки типа Jumbo RТ для производства безузловую рукавной сетки из полиэтилена и полипропилена способом экструзии расплава через отверстия в соосно расположенных кольцевых фильерах, которые взаимно вращаются [3]. Схему установки приведены на рис. 3.
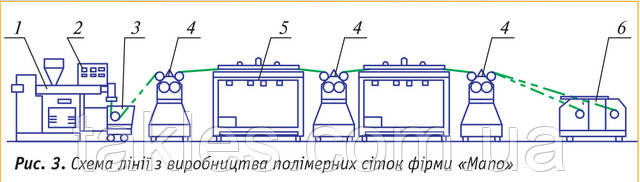
«Картой» производит линии двух модификаций по производству неориентированных и ориентированных сетей на базе червячных экструдеров с диаметром червей 45 и 60 мм и длиной 25 диаметров червяка.
Установка для производства ориентированной сетки состоит из червячного экструдера 1 с кольцевой сетевым головкой, шкафы контроля и регулирования температуры 2, ванны охлаждения 3, устройства ориентации 4, термостатуючои ванны 5 и намоточного устройства 6. При производстве неориентированной сетки по устройству установки исключаются устройство ориентации и термостатуюча ванна, вместо которых дополнительно устанавливаются тянущее устройство и узел разрезания сетки.
Технологический процесс получения сетки на оборудовании «картой» в основном подобен процессу, что выполняется на установке фирмы «НЗП», поскольку линии фирм «НЗП» и «картой» по своему строению и конструкции примерно аналогичные. Различаются они только выполнением устройства
ориентации сетки. В установках фирмы «картой» это устройство выполнено в виде трех независимых блоков, каждый из которых оснащен тремя стальными барабанами диаметром 330 мм и длиной 500 мм. Один из барабанов на каждом блоке покрытый слоем резины, два других хромированные. Барабанам приводят в движение двигатели постоянного тока, управления скоростью вращения роторов которых выполняется с пульта.
Между блоками расположены две термостатуючи ванны для подогрева овощной сетки, которая подвергается ориентации. Эти ванны оснащены аппаратурой автоматического регулирования температуры воды с помощью термостатов. Полученная ориентирована сетка в виде жгута наматывается на катушки.
Российское НПО «Пластик» разработало линию узкоспециального назначения по производству только ориентированных безузловую сеток для упаковки плодоовощной продукции. Наибольший научный интерес в данной линии представляет конструкция головки (рис. 4). Головка состоит из цилиндрического корпуса 13, где расположен полый вал 4, который удерживает внутреннюю фильеру 1. На верхнем конце полого вала 4 закреплена крышка 8 с звездочкой 7, установленные на радиальноупорни шарикоподшипники 6 корпуса 13. Полый вал установлен в втулку 5, озташовану в корпусе. Втулка 5 препятствует выходу расплава.

В нижней части корпуса расположена внешняя фильера 15 установлена на диске 2 и скреплена со звездочкой 14. Звездочка вмонтирована в корпус через радиально (упорный шарикоподшипник 3. Внутри полого вала установлен стержень 9 с закрепленным на нем ширильним диском 16.
Стержень 9 крепится к корпусу скобой 12.
С помощью гаек 10 и 11 стержень 9 с диском 16 можно устанавливать на заданном уровне. Внешняя и внутренняя фильеры формируют нити, из которых образуются ячейки сетки. Расплав, подается в головку, протискивается через равномерно расположенные отверстия в фильерах. Фильеры вращаются от цепных передач через звездочки 7 и 14. Так как фильеры вращаются в противоположные стороны, нити, которые вытесняются из отверстий фильер, перекрещиваются и свариваются, формируя рукавную сетчатую заготовку с ромбовидными ячейками.
Основной конструктивной отличием головки является то, что обе фильеры (внешняя и внутренняя) выполнены из стали и имеют ступенчатое сообщения. Соблюдение необходимых размеров зазоров между фильерами препятствует проникновению расплава через эти зазоры и обеспечивает минимальный износ фильер.
В УкрНИИпластмаш (г.. Киев) созданы аналогичные немецким, итальянским и российским универсальные линии по производству безузловую сеток с ромбовидными ячейками. На рис. 5 представлена схема технологической линии по производству способом «Трикала» полимерных сеток с прямоугольными ячейками от французской фирмы «Рикаль».

Фирма производит линии на базе экструдеров с диаметром червяка 45, 60 и 90 мм (в зависимости от параметров и назначения сетки). Благодаря большому выбору сменных формирующих инструментов обеспечивается возможность получения широкого ассортимента сеток из полиэтилена высокого и низкого давления, полипропилена, ПВХ и других термопластов. Сетки изготавливают в виде рукавов с ячейками прямоугольной или квадратной формы размером от 1 Ч 1 до 50 Ч 50 мм, толщиной нити от 0,3 до 5 мм и шириной рукава в сложенном виде от 30 до 650 мм. При необходимости рукав можно разрезать на одно или два полотна.
Технологический процесс получения сетки такой. Гранулированный материал, который перерабатывается, загружается в бункер экструдера 1. Червь экструдера поворачивает перемещает гранулы в угловой сетчатой головки 3. Во перемещения гранулы, нагреваясь, постепенно размягчаются
к вязкотекучего состояния. Полученный однородный расплав протискивается червяком в угловую головку, где сетка формируется, а затем выходит из нее непрерывно в виде рукава и подается в ванну охлаждения 5. Для предотвращения слипания и деформации сетка протискивается через ширильну оправку 4, которая представляет собой цилиндр с диаметром большим диаметра рукава. Охлажденная сетка в виде сплющенного рукава подается направляющими 6 и тянущими 7 валками до намоточного устройства 8, где и наматывается в рулоны.
Прямоугольная или квадратная форма ячеек и отсутствие узлов позволяют легко ориентировать сетку. Прочность ориентированных сеток для овощей по сравнению с прочностью обычных сетей увеличивается в несколько раз. Процесс ориентации заключается в том, что сетку предварительно нагревают до установленной температуры и растягивают в продольном и поперечном направлениях с установленными размеров (в зависимости от вида полимера, из которого изготовлена сетка).
Поперечная ориентация рукавной сетки для овощей осуществляется на оправке, представляющий собой конус, собранный из нескольких алюминиевых дисков. Продольная ориентация осуществляется за счет вытяжки сетки в продольном направлении ― аналогично процессу ориентации безузловых сетей.
По данным фирмы «Рикаль», максимальное укрепление сетки достигается при увеличении поперечных и продольных размеров ячеек сетки: из полипропилена ― в 3 раза, из полиэтилена ― в 2 раза, с ПВХ ― в 4-5 раз и из полиамидов ― в 5 раз.
Для ориентации сетки в виде плоской полотна, полученной путем разрезания рукава, можно использовать установки, на которых выполняется двухосная ориентация полимерных пленок, в т. Ч. С применением Клуп.
(Окончание в следующей статье)

- Выдувная экструзия пленок
 Тема охраны окружающей среды при выборе упаковочных решений из полимеров уже давно подвергается спорным дискуссиям. Область упаковки из синтетических материалов находится в фокусе особенно пристального внимания.Полная версия статьи
Тема охраны окружающей среды при выборе упаковочных решений из полимеров уже давно подвергается спорным дискуссиям. Область упаковки из синтетических материалов находится в фокусе особенно пристального внимания.Полная версия статьи - Целлюлоза технической конопли и джута для упаковочного материала
 В статье приведены результаты оценки качества целлюлозы из джута и технической конопли по физико-химическим показателям, полученной из традиционных источников. Подтверждена целесообразность использования целлюлозы для изготовления джутовых мешков.Полная версия статьи
В статье приведены результаты оценки качества целлюлозы из джута и технической конопли по физико-химическим показателям, полученной из традиционных источников. Подтверждена целесообразность использования целлюлозы для изготовления джутовых мешков.Полная версия статьи