Видувна екструзія плівок

Видувна екструзія плівок
(нові рішення — поліпшені властивості)
Тема охорони довкілля при виборі пакувальних рішень з полімерів вже давно піддається спірним дискусій. Область упаковки з синтетичних матеріалів знаходиться у фокусі особливо пильної уваги, так як вона в суспільній свідомості пов'язується з марнотратством природних ресурсів з-за довготривалої разлагаемости полімерів в природі, забрудненням навколишнього середовища і небезпекою засмічення океанів «Marine Littering». Той факт, що для виготовлення м'якої упаковки з полімерних матеріалів витрачається значно менше ресурсів, ніж для упаковуваних продуктів, які вони захищають від псування, найчастіше у громадських дискусіях упускається з виду. Велике конкурентний тиск в пакувальному секторі обумовлює зростання вимог до виробників сировини та обладнання для впровадження природозберігаючих пакувальних рішень за рахунок інноваційних матеріалів і технологій.
Відповідно до досліджень компанії Freedonia Group Inc., Cleveland OH, США, в області м'якої упаковки найбільший приріст спостерігається у полімерних пакетів, так як вони стали використовуватися в нових галузях промисловості. Завдяки незначній вазі знижуються витрати на їх виробництво і логістику [1].

Екструзія рукавних плівок з водяним охолодженням
На сьогоднішній день традиційними технологіями виготовлення поліетиленових плівок для м'якої упаковки є видувна і поливна екструзія. Якщо класична видувна екструзія рукавних плівок з конвекційним охолодженням полімерного розплаву має порівняно невелику швидкість охолодження 20-80 K/хв, то при екструзії поливних плівок завдяки контактному охолодження на поливному вале досягається приблизно 10-кратне збільшення інтенсивності охолодження. Якщо ж розглядати технологію екструзії рукавних плівок з водяним охолодженням, то ця технологія дає можливість отримати дуже високі швидкості охолодження — 1000-3000 K/хв [2]. Тому виготовлені за цією технологією плівки мають спектр властивостей, які особливо корисні і цікаві для виготовлення м'якої упаковки. З допомогою швидкого охолодження можна стримувати процеси кристалізації і таким чином виробляти плівки з майже аморфної молекулярною структурою. Вона надає плівкам дуже хороший блиск поверхні і високу прозорість. Також завдяки аморфній структурі такі плівки дуже еластичні, мають високу міцність на прокол і придатні для виготовлення якісної упаковки методом термоформування. У екструзійної установці для виготовлення рукавних плівок з водяним охолодженням AQUAREX, плівковий рукав екструдується вертикально зверху вниз (рис. 1).
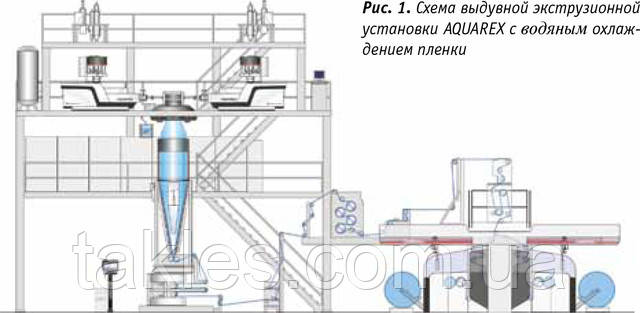
Як і в традиційній видувної екструзійної установці різні полімерні матеріали пластифицируются в декількох екструдерах і у вигляді потоку розплаву передаються через видувну голівку до багатошарового кільцевому зазору. Виходить із видувною головки рукав розплаву витягується вертикально вниз і одночасно видувається повітрям. Потім водяний калібратор контрольовано подає воду на роздутий плівковий рукав і забезпечує швидке охолодження розплаву полімерного матеріалу. Після цього плівковий рукав плоско складається витягується, піддається можливій термофіксації і спрямовується на моно - або подвійний намотувальник. При цьому у всій установці використовуються зарекомендували себе такі уніфіковані вузли традиційної видувної екструзійної установки VAREX II, як наприклад, екструдери, видувні головки, автоматика і намотувальники. За новою технологією з водяним охолодженням можна виробляти багатошарові плівки зі структурою до 11 шарів з робочою шириною до 1600 мм і діапазоном товщини від 30 до 300 мкм. Завдяки інноваційній концепції охолодження досягається висока продуктивність установки при одночасно низькому конструкційної її висоті.
Пакети для медичних ін'єкцій
Типовою сферою застосування рукавних полімерних плівок, виготовлених видувної екструзією з водяним охолодженням, є пакети для медичних ін'єкційних розчинів, часто званих ін'єкційними пакетами (рис. 2).

До такої упаковці пред'являються дуже високі вимоги по оптичних і фізико-механічними властивостями. В якості сировини для їх виробництва використовуються переважно модифіковані марки поліпропілену, що виготовляються спеціально для медичних цілей, так як такі плівки вступають в контакт з ін'єкційним розчином. Крім того, існують чіткі вимоги до асептичним властивостям матеріалу, а також до гігієнічним умовам виробничої периферії, дотримання яких запобігає потраплянню на плівку шкідливих для здоров'я людини речовин. Завдяки використанню очищеного повітря в закритому просторі плівкового рукава, внутрішня його поверхня буде контрольовано чистою. Саме вона стане згодом внутрішньою поверхнею ін'єкційних пакетів. Після укладання плоскої рукави і витяжки між шарами плівки не залишається повітря, і тому немає небезпеки її забруднення. З допомогою швидкого охолодження і одержуваної в результаті структури виходить дуже м'яка плівка, подібна до м'якої ПВХ-плівки, незважаючи на те, що мова йде про ПП-плівки. Хороша зварюваність плівки разом з високою міцністю на прокол також мають велике значення, так як ін'єкційні пакети повинні бути герметичними і, крім того, витримувати багаторазове падіння з висоти 1 м без пошкодження і втрати вмісту. При цьому плівка повинна бути досить м'якою, щоб забезпечити повне спорожнення пакету і володіти одночасно високими оптичними властивостями. Всі перераховані вимоги можна виконати в повній мірі шляхом виготовлення плівок за технологією видувної екструзії рукавних плівок з водяним охолодженням.
Упаковка FFS
Ін'єкційні пакети являють собою особливу форму так званої ФЗЗ-упаковки, яка виготовляється за технологією «формированиезаполнение-заварювання» (ФЗЗ). Поряд з пакуванням медичної продукції вони також використовуються для пакування промислових товарів і продовольчих продуктів (рис. 3).Крім пакетів з дном, широке застосування знаходять також пакети з бічними складками і прості плоскі пакети з прямим дном. Залежно від конструкційної форми фасувально-пакувального устаткування розрізняють горизонтально і вертикально скомпоновані установки. Плівка при цьому може подаватися в установку у вигляді рукава або плоского полотна, яке в цьому випадку спочатку згортається в рукав і зварюється, перш ніж з нього відповідними поперечними зварювальними губками виготовляються згадані пакети. Поряд з механічною стабільністю плівки і її оптичними властивостями особливе значення для пакетів мають насамперед хороша зварюваність плівки і її міцність в зоні зварних швів. Викладена вище технологія фасування продукції у пакети принципово придатна для пакування всій текучою та сипучої продукції, в тому числі для фасування та пакування харчових продуктів. Так, наприклад, молоко в країнах Азіатського континенту майже виключно упаковується в плоскі пакети з прямим дном. У країнах Середнього Сходу В такі пакети упаковують переважно харчові рослинні олії, Ghee (топлене масло), рис, горіхи і сухофрукти. Якщо ж мова йде про швидкопсувних харчових продуктах або якщо продукти необхідно зберігати тривалий час, то в цих випадках для виготовлення упаковки застосовують багатошарові бар'єрні плівки, спеціальні функціональні шари яких мають незначну проникність для води і водяних парів, газів і ароматів. Такі плівки мають симетричну структуру (рис. 4) з 5, 7, 9 або навіть 11 шарів, при цьому функціональні шари з ПА і EVOH розташовуються симетрично в середині багатошарової структури (рис. 4).
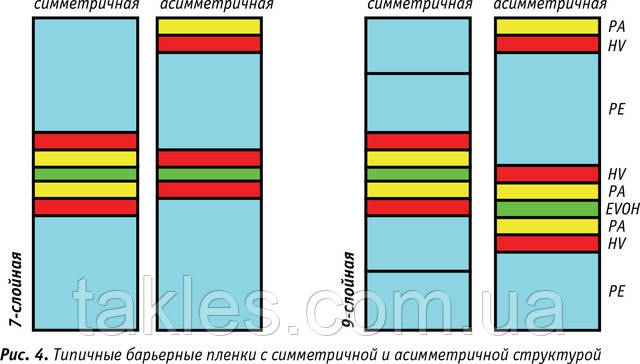
Так як ці полімери складно міцно з'єднати з ПЕ, то в структуру такого матеріалу вводять так звані адгезійні шари, які забезпечують достатню адгезію між шарами багатошарової плівки. Зовнішні шари з ПЕ таких багатошарових плівок повинні бути придатні для нанесення якісного малюнка різними видами друку, мати високий блиск поверхні плівки, а внутрішні шари ПЕ повинні добре зварюватися, щоб можна було виготовляти міцні пакети.
Асиметричні багатошарові плівки
Використання плівок з асиметричною структурою являє собою складну задачу при зварюванні пакетів. З одного боку, повинна бути знайдена така точка процесу, при якій в максимально короткий час виходить стабільний, міцний зварний шов. З іншого — знаходиться в контакті зі зварювальної губкою сторона плівки не повинна нагрітися до такої міри, щоб причепитися до неї. При цьому присутність в таких випадках в зоні зварного шва забруднень потребує заміну зварних губок або їх очищення вручну, що, як наслідок, призведе до простоїв обладнання. Для зменшення такого ризику у зовнішньому шарі плівки, контактуючому зі зварювальної губкою, слід застосовувати термічно більш стабільний матеріал. Це можна забезпечити кашированием матеріалу з плівкою, наприклад, з ПА, діапазон температури плавлення якої лежить значно вище, ніж у плівки з ПЕ. Однак кожна така додаткова технологічна операція при виготовленні матеріалу і упаковки тягне за собою додаткові витрати. Асиметричну структуру плівки можна також отримати альтернативним способом — соекструзії, при якій термічно більш стабільний матеріал розташувати у зовнішньому шарі багатошарової плівки (рис. 4). У такому випадку немає необхідності в операції каширування, що позитивно позначиться на загальних витратах при виготовленні плівки. В обох випадках час зварювання при виготовленні упаковки може бути скорочено за рахунок використання більш високих температур зварювання, що призведе до зменшення часу циклу виготовлення упаковки. Однак значна різниця в температурі плавлення між ПА і ПЕ при виготовленні багатошарової плівки при традиційній видувної екструзійної технології має ще один недолік (рис. 5).
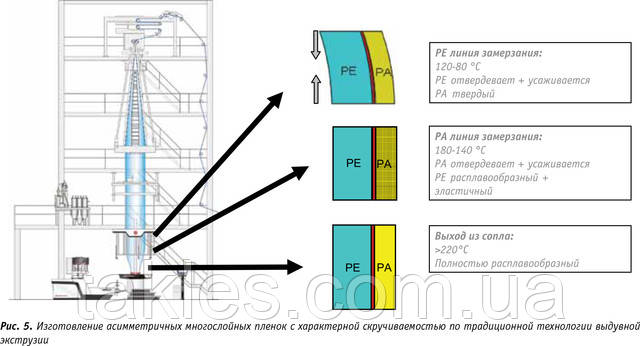
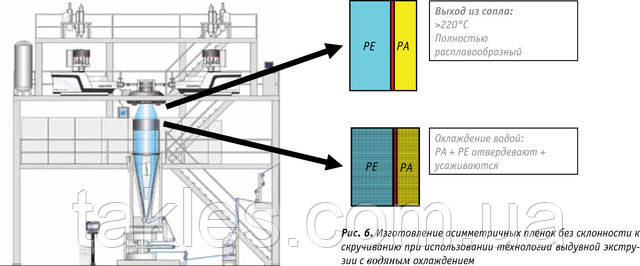
Якщо в 3-шарової структури плівки з ПА і ПЕ зовнішньою стороною рукавної плівки є шар ПА, то після виходу розплаву з щілини голівки матеріал дуже швидко переходить у твердий агрегатний стан. Мова йде про охолодження ПА, який переходить у твердий стан, тоді як ПЕ ще залишається у вигляді розплаву і може компенсувати об'ємну усадку ПА пружною деформацією. При охолодженні ПЕ, ПА вже затвердів і тому не може компенсувати усадку ПЕ пружною деформацією. В результаті плівка має дуже сильну тенденцію до скручування або, згідно нової термінології, закручування (Curling). Для подальшої переробки плівки в пакувальних автоматах це Curling-властивість плівки негативно, так як воно ускладнює проходження плівки в обладнанні і уповільнює процес пакування. При односторонньому охолодженні розплаву на поливному валу екструзійної установки для плоских плівок спостерігаються схожі ефекти, однак у меншому обсязі. При екструзії рукавних плівок з водяним охолодженням феномен Curling-ефекту майже зовсім не проявляється. Завдяки інтенсивному і швидкому контактного охолодження розплаву холодною водою охолодження ПА і ПЕ відбувається практично одночасно. В результаті згортуваність плівки навіть не виникає (рис. 6). Тим самим відпадають обмеження для подальшої переробки плівки.
Упаковка для пищевогорастительного масла
Так як фізико-механічні властивості плівки значно змінюються в залежності від її структури, то просте перенесення один до одного рецептури плівки при переході з традиційною екструзійної технології на технологію екструзії з водяним охолодженням плівки — неможливий. Щоб показати потенціал цієї технології, фірма Windm ller & H lscher ініціювала і завершила роботи по розробці комплексної від рецептури плівки аж до готового пакувального рішення. Мова йде про пакуванні харчового рослинного масла в плоскі пакети з прямим дном. Це проект, виконаний у співпраці з одним з найбільших виробників масла в Індії (рис. 7).

В даний час це харчове рослинне масло фасується в основному в пакети з 3-шарової ПЕ-плівки в фасувальних установках, що працюють по вертикальному ФЗЗ-принципом. Так як рослинна олія дифундує крізь ПЕ плівку, виготовлені з неї пакети на прилавках в супермаркеті швидко покриваються тонким шаром масла. Застосування плівки з асиметричною структурою з ПА на зовнішній стороні дає подвійний позитивний результат. З одного боку, бар'єрні властивості ПА по відношенню до рослинного масла значно вище, з іншого — завдяки термостабільності ПА було значно скорочено час зварювання пакету в фасувальної установці і таким чином оптимізовано час циклу фасування. Така плівка вже сьогодні виготовляється за технологією каширування ПЕ-плівки з биаксиально орієнтованої ПА-плівкою, однак, як було зазначено вище, це веде до додаткових витрат. Завдяки розробці асиметричної плівки з ПА у зовнішньому шарі для технології екструзії рукавних плівок з водяним охолодженням було знайдено пакувальне рішення, яке поряд з виключно позитивними властивостями плівки для її подальшої переробки також дуже вигідно і з економічної точки зору. До того ж оптичні властивості плівки відносно блиску поверхні і її прозорості значно краще, ніж у наявних на ринку стандартних плівок, що є додатковою перевагою. Завдяки зовнішньому шару з ПА і хорошим властивостями зварюваності плівки продуктивність фасувально-пакувальних установок була збільшена з колишніх близько 30 до 40 хв, що відповідає верхній межі цих машин. Одночасно була істотно підвищена стійкість зварювальних губок, що також покращує економічність всього процесу. Такі упаковки з рослинним маслом були випробувані за «індійському стандарту». Цей стандарт передбачає укладання плоских пакетів з прямим дном звичайні коробки і їх транспортування на вантажівках на відстань понад 2000 км по індійських дорогах. Після цього підраховується кількість упаковок, які були пошкоджені в дорозі. Згідно з даними виробника харчового рослинного масла після транспортування не було виявлено ні однієї пошкодженої упаковки, що ще ніколи не спостерігалося у минулі роки. Розроблене пакувальне рішення виключає додатковий процес каширування, підвищує економічність фасування і забезпечує кращий захист упакованого продукту. Таким чином, ця розробка по праву може вважатися успішною, в тому числі і в плані охорони навколишнього середовища.
Висновки
Для виконання вимог до сучасних пакувальних рішень необхідно постійно вдосконалювати наявну сировину та виробничі технології. Екструзія рукавних плівок з водяним охолодженням дає можливість виробляти плівки зі спектром властивостей, що перевершують властивості плівок, виготовлених за традиційними технологіями видувної та поливної екструзії. Завдяки швидкому охолодження розплаву полімеру водою виходить майже аморфна молекулярна структура, і в результаті м'яка, еластична плівка з дуже хорошою зварюваністю. У асиметричних багатошарових плівок внаслідок незначної їх схильності до скручування проявляються суттєві переваги для їх подальшої переробки в пакувальному обладнанні. Щоб продемонструвати потенціал технології видувної екструзії з водяним охолодженням водою, фірма Windm ller & H lscher на прикладі плоских пакетів з прямим дном для харчового рослинного масла з великим успіхом завершила роботу по розробці комплексної від рецептури до готового пакувального рішення.
- Целюлоза технічної коноплі і джуту для пакувального матеріалу
 У статті наведені результати оцінки якості целюлози з джуту і технічної коноплі за фізико-хімічними показниками, отриманої з традиційних джерел. Підтверджена доцільність використання целюлози для виготовлення джутових мішків.Повна версія статті
У статті наведені результати оцінки якості целюлози з джуту і технічної коноплі за фізико-хімічними показниками, отриманої з традиційних джерел. Підтверджена доцільність використання целюлози для виготовлення джутових мішків.Повна версія статті

