Виробництво овочевої сітки

Технології виробництва полімерних овочевих сіток
(стан, результати досліджень, перспективи вдосконалення)
Виробництво сітки відомими способами складається з наступних основних операцій: підготовка сировини, підготовка розплаву, формування заготовки сітки, охолодження сітки, намотування неорієнтованої сітки, орієнтація і термообробка сітки, намотування орієнтованої мережі.
Підготовка сировини. Сировина для виробництва полімерних овочевих сіток (поліетилен високого та низького тиску, поліпропілен, полістирол, ПВХ та ін) Поставляється в основному у вигляді гранул і в багатьох випадках не вимагає якоїсь спеціальної підготовки. У разі підвищеного вмісту вологи сировину попередньо підсушують. При виготовленні кольорових сітки для овочів сировину фарбують, для чого використовують змішувачі різних типів, в яких гранульований матеріал з'єднується з відповідними пігментами і барвниками.
Підготовка розплаву. Вихідний гранульований полімерний матеріал перетворюється у розплав, рівномірно перемішується і гомогенізований в червячном, дисковому або дискочервьячном екструдері. Найчастіше для цього застосовують черв'ячні екструдери.
У лініях для виробництва полімерних сіток використовуються черв'ячні екструдери з діаметром черв'яка 32, 45, 63 і 90 мм. Продуктивність черв'ячних екструдерів і якість розплаву визначається конструкцією хробака, яка обирається з урахуванням властивостей, особливостей мереж, що виготовляються специфіки роботи черв'ячного екструдера.
Найчастіше для переробки гранульованих термопластичних полімерних матеріалів застосовують циліндричні черв'яки з постійним кроком і змінною глибиною гвинтового каналу, які мають три чітко виражені зони ― завантаження, стиснення і дозування. В зоні стиснення використовуються зсувні елементи, в зоні дозування ― змішувальні.
Основними геометричними параметрами черв'яка, які визначають продуктивність преса і якість розплаву, є діаметр, довжина, ступінь стиснення (співвідношення обсягів гвинтового каналу на довжині одного кроку в зоні завантаження і в зоні дозування), розміри зон, наявність зсувних і змішувальних елементів.
Черв'ячні екструдери спеціальних конструкцій у виробництві полімерних сіток не використовують ― в основному застосовуються черв'ячні екструдери серійного виробництва з хробаками довжиною до 25 і більше діаметрів черв'яка.
Формування заготовки сітки для овочів. Підготовлений червячном екструдері розплав полімеру через вузол фільтрації нагнітається черв'яком у формуючу мережеве голівку, з допомогою якої утворюються нитки, визначається характер їх перетину, тобто формується заготівля майбутньої сітки. З допомогою ширильного диска, розташованого на заданій глибині у ванні охолодження, рукавна заготівля розтягується до заданого діаметра. Залежно від способу виробництва і конструкції головки, сітка виходить з прямокутними або ромбічними осередками.
Охолодження сітки. Рукавну заготівлю вичавлюється з головки, занурюють у ванну охолодження, просмикують через ширильний диск, охолоджують з фіксуванням форми і розмірів комірок. Рівень води у ванні і температура підтримуються постійними.
Намотування неорієнтованої сітки для овочів. Охолоджена і складена тягнуть валками в плоску стрічку рукавна сітка змотують у рулони заданого діаметра. При необхідності рукавну сітку можна розрізати і змотувати в рулони у вигляді плоского полотна.
Орієнтація і термообробка орієнтованої мережі. Вузькі рукавні сітки з ромбічним центром можна відразу ж після ванни охолодження, минаючи намоточное пристрій, подавати на пристрій поздовжньої витяжки. Пристрій поздовжньої витяжки складається з двох груп валків: тихохідних, окружна швидкість яких дорівнює швидкості витягування охолодженої сітки, і швидкохідних.
У вигляді рукавів або розрізаних на плоске полотно сітки з прямокутними або квадратними осередками можна піддавати двоосьовий орієнтації і далі використовувати для армування полімерних плівок. Між групами валків знаходиться пристрій для термообробки сітки (ванна з рідиною, яка має певну температуру). Час перебування сітки у ванні залежить від довжини ванни або від швидкості переміщення сітки.
Намотування орієнтованої мережі. Сітка змотують у рулони; натяг сітки при намотуванні регулюється. Існують системи автоматичного і напівавтоматичного намотування, які мають пристрої поперечного відрізання плівкового полотна, його заправки у вільну шпулю (намоточный пристрій) обв'язки рулону і зняття його з намотувального пристрою.

На рис. 1 наведена схема класичної комплексної технологічної лінії по виробництву безузловой полімерної поліпропіленової сітки для овочів. Такі сітки під зареєстрованою торговою назвою «ПОЛИНЕТ» відомі з 1959 р., Їх отримують способом екструзії розплаву через отвори в співвісно розташованих кільцевих фильерах взаємно обертаються.
Установка призначена для переробки поліетилену високого або низького тиску, поліпропілену та інших полімерів в залежності від типу і призначення одержуваних мереж. Установка складається з екструдера 1, кільцевої мережевого головки 2, ванни для води 3 і приймально-тягучого пристрою 4. Рекомендується додатковий пристрій для поздовжньої орієнтації сітки, який складається з тихохідних (подають) 5 і швидкохідних (витяжних) 6 пристроїв.
Отримання овочевий сітки на лінії здійснюється наступним чином. Гранульований матеріал, що переробляється, завантажується в бункер екструдера, звідки надходить до його корпусу і захоплюється черв'яком. В корпусі під дією механічної енергії черв'яка і теплової енергії електронагрівачів матеріал розплавляється, гомогенізований і у вигляді однорідної в'язкої маси через пакет фільтруючих сіток подається в кільцеву мережеве голівку (рис. 2).

Корпус головки 6 складається з верхньої і нижньої частин, які скріплені болтами. У нижній частині корпусу розташовані отвори для патронних нагрівачів 5.
Верхня частина корпуса обігрівається зовнішніх кільцевих електронагрівачем опору. У внутрішню порожнину корпусу 6 вводиться головний вал 7, в нижній частині якого на дорні кріпиться внутрішня фільєра 2, виконана у вигляді бронзового диска з отворами.
Для передачі крутного моменту обертання вала на нього насаджені зубчасте колесо 8. З'єднання валу з колесом Шпонкові. Колесо кріпиться на валу гайкою 11, яка піднімає або опускає вал, а разом з ним і внутрішню фільєру 2.
Знизу на корпус 6 одягнений опорне кільце 13, який підтискається до бурту корпусу віджимною гайкою 14. Між буртом і кільцем, а також між кільцем і гайкою встановлені два наполегливих кулькових підшипника 12. На опорне кільце встановлюється корпус із зубчастим вінцем 4. корпус вгвинчується склянку 3, на фланці якого кріпиться зовнішня фільєра 1, яка виконана у вигляді сталевого кільця з отворами для вичавлювання ниток сітки.
Обертання головки здійснюється від приводу через ланцюгову передачу і зірочку 9, яка посаджена на бічному валу 10 з двома шестернями.
Нижня шестерня бічного валу знаходиться в зачепленні з зубчастим вінцем, через який передається обертальний рух опорному кільцю, склянки і зовнішній фильере.
Верхня шестерня через проміжну шестерню і зубчасте колесо 8 передає обертальний рух на головний вал і внутрішню фільєру. Зовнішня і внутрішня фільєри обертаються в протилежні сторони. Число обертів регулюється варіатором і може плавно змінюватися в широкому діапазоні.
Розплав, який подається екструдером, проходить в головці по концентричній зазору між корпусом головки і головним валом і протискується у вигляді ниток через отвори у внутрішній і зовнішніх фильерах. Нитки, що виходять з фільєр, простягаються через встановлену під мережевим головкою водяну ванну охолодження, захоплюється валками, які мають зовнішній гумовий шар тягнучого пристрою, і заправляються в намоточное пристрій. Потім включається привід головки, який забезпечує обертання фільєр в протилежні боки з однаковою кутовою швидкістю.
Так як отвори у внутрішній і зовнішніх фильерах виконані під кутом 30 ° до вертикалі і на виході сходяться на одному діаметрі, нитки, які при обертанні фільєр виходять з отворів в протилежні сторони, накладаються один на одного, утворюючи рукавну сітку з ромбічної формою комірок. Для підвищення міцності з'єднання ниток сітка натягується на встановлений під головкою ширильний диск 15, діаметр якого в 1,2-3 рази більше діаметра фільєри.
Ширину рукава, товщину ниток, розміри і форму комірок одержуваної сітки визначають параметрами фільєр (кількість отворів, діаметр фільєр та отворів), розмірами ширильного диску, а також швидкості обертання головки і витяжки сітки.
При необхідності отримання орієнтованої в поздовжньому напрямку сітки остання подається в пристрій поздовжньої орієнтації, яким додатково комплектують установки для виготовлення сітки. Пристрій поздовжньої орієнтації складається з двох груп барабанів (валів): тихохідні (подають сітки) і швидкохідні (витягують).
Група барабанів, подають сітку, що складається з шести металевих барабанів діаметром 200 мм (два нижніх покриті шаром гуми), які мають закріплені на станині приводи і систему управління. Аналогічну будову має і витяжна група барабанів. За пристроєм орієнтації розташований пристрій, який маркує і розкладає мережу і два намотувальних пристрою. Барабани подачі і витяжки сітки отримують обертальний рух від індивідуальних електродвигунів через варіатор з дистанційним управлінням.
Барабани по групам обертаються з однаковою, але «власної» швидкістю, плавно регулюється варіатором. Орієнтація сітки (поздовжня витяжка) здійснюється за рахунок різниці швидкостей руху барабанів групи подачі і витяжної групи. У випадку орієнтації сітки з поліетилену низького тиску і поліпропілену між групами монтується ванна для підігріву сітки в гарячій воді.
Після барабанів орієнтована сітка у вигляді тонкого джгута пропускається через пристрій, який маркує її, і розкладальник і намотується на картонні шпулі з ребордами.
Фірма «картою» (Італія) виробляє екструзійні установки типу Jumbo RТ для виробництва безузловую рукавної сітки з поліетилену і поліпропілену способом екструзії розплаву через отвори в співвісно розташованих кільцевих фильерах, які взаємно обертаються [3]. Схему установки наведено на рис. 3.
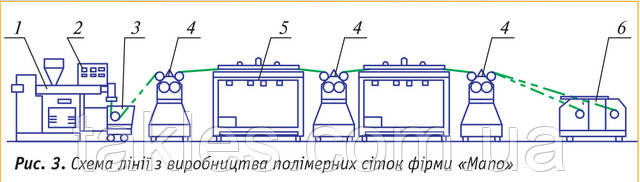
«Картою» виробляє лінії двох модифікацій з виробництва неорієнтованих і орієнтованих мереж на базі черв'ячних екструдерів з діаметром черв'яків 45 і 60 мм і завдовжки 25 діаметрів черв'яка.
Установка для виробництва орієнтованої сітки складається з черв'ячного екструдера 1 з кільцевої мережевим головкою, шафи контролю і регулювання температури 2, ванни охолодження 3, орієнтації пристрою 4, термостатуючои ванни 5 і намотувального пристрою 6. При виробництві неорієнтованої сітки по пристрою установки виключаються пристрій орієнтації і термостатуюча ванна, замість яких додатково встановлюються тягне пристрій і вузол розрізання сітки.
Технологічний процес отримання сітки на обладнанні «картою» в основному подібний до процесу, що виконується на установці фірми «НЗВ», оскільки лінії фірм «НЗВ» і «карти» по своїй будові і конструкції приблизно аналогічні. Розрізняються вони тільки виконанням пристрою
орієнтації сітки. В установках фірми «картою» це пристрій виконано у вигляді трьох незалежних блоків, кожен з яких оснащений трьома сталевими барабанами діаметром 330 мм і довжиною 500 мм. Один з барабанів на кожному блоці покритий шаром гуми, два інших хромовані. Барабанам приводять у рух двигуни постійного струму, управління швидкістю обертання роторів яких виконується з пульта.
Між блоками розташовані дві термостатуючи ванни для підігріву овочевий сітки, яка піддається орієнтації. Ці ванни оснащені апаратурою автоматичного регулювання температури води за допомогою термостатів. Отримана орієнтована сітка у вигляді джгута намотується на котушки.
Російське НВО «Пластик» розробив лінію вузькоспеціального призначення по виробництву тільки орієнтованих безузловую сіток для упакування плодоовочевої продукції. Найбільший науковий інтерес до даної лінії являє конструкція головки (рис. 4). Головка складається з циліндричного корпусу 13, де розташований порожнистий вал 4, який утримує внутрішню фільєру 1. На верхньому кінці порожнистого вала 4 закріплена кришка 8 із зірочкою 7, встановлені на радиальноупорни шарикопідшипники 6 корпусу 13. Порожнистий вал встановлений у втулку 5, озташовану в корпусі. Втулка 5 перешкоджає виходу розплаву.

У нижній частині корпусу розташована зовнішня фільєра 15 встановлена на диску 2 та скріплена із зірочкою 14. Зірочка вмонтовано в корпус через радіально (упорний шарикопідшипник 3. Всередині порожнього вала встановлений стрижень 9 із закріпленим на ньому ширильним диском 16.
Стрижень 9 кріпиться до корпусу скобою 12.
З допомогою гайок 10 і 11 стрижень 9 з диском 16 можна встановлювати на заданому рівні. Зовнішня і внутрішня фільєри формують нитки, з яких утворюються клітинки сітки. Розплав, подається в голівку, протискується через рівномірно розташовані отвори в фильерах. Фільєри обертаються від ланцюгових передач через зірочки 7 і 14. Так як фільєри обертаються в протилежні сторони, нитки, які витісняються з отворів фільєр, перехрещуються і зварюються, формуючи рукавну сітчасту заготовку з ромбоподібними виїмками.
Основною конструктивною відмінністю головки є те, що обидві фільєри (зовнішня і внутрішня) виконані із сталі і мають східчастий повідомлення. Дотримання необхідних розмірів зазорів між фильерами перешкоджає проникненню розплаву через ці проміжки та забезпечує мінімальний знос фільєр.
У Укрндіпластмаш (м. Київ) створені аналогічні німецьким, італійським та російським універсальні лінії по виробництву безузловую сіток з ромбоподібними виїмками. На рис. 5 представлена схема технологічної лінії по виробництву способом «Трікала» полімерних сіток з прямокутними осередками від французької фірми «Рикаль».

Фирма производит линии на базе экструдеров с диаметром червяка 45, 60 и 90 мм (в зависимости от параметров и назначения сетки). Благодаря большому выбору сменных формирующих инструментов обеспечивается возможность получения широкого ассортимента сеток из полиэтилена высокого и низкого давления, полипропилена, ПВХ и других термопластов. Сетки изготавливают в виде рукавов с ячейками прямоугольной или квадратной формы размером от 1 Ч 1 до 50 Ч 50 мм, толщиной нити от 0,3 до 5 мм и шириной рукава в сложенном виде от 30 до 650 мм. При необхідності рукав можна розрізати на одне або два полотна.
Технологічний процес отримання сітки такий. Гранульований матеріал, що переробляється, завантажується в бункер екструдера 1. Черв'як екструдера повертає переміщує гранули в кутовий сітчастої головки 3. Під переміщення гранули, нагріваючись, поступово розм'якшуються
до в'язкотекучого стану. Отриманий однорідний розплав протискується черв'яком в кутову головку, де сітка формується, а потім виходить з неї безперервно у вигляді рукава і подається в ванну охолодження 5. Для запобігання злипання і деформації сітка протискується через ширильну оправлення 4, яка представляє собою циліндр з діаметром більшим діаметру рукава. Охолоджена сітка у вигляді сплющенного рукава подається направляючими 6 і тягнуть 7 валками до намотувального пристрою 8, де і намотується в рулони.
Прямоугольная или квадратная форма ячеек и отсутствие узлов позволяют легко ориентировать сетку. Прочность ориентированных сеток для овощей по сравнению с прочностью обычных сетей увеличивается в несколько раз. Процесс ориентации заключается в том, что сетку предварительно нагревают до установленной температуры и растягивают в продольном и поперечном направлениях с установленными размеров (в зависимости от вида полимера, из которого изготовлена сетка).
Поперечная ориентация рукавной сетки для овощей осуществляется на оправке, представляющий собой конус, собранный из нескольких алюминиевых дисков. Продольная ориентация осуществляется за счет вытяжки сетки в продольном направлении ― аналогично процессу ориентации безузловых сетей.
По данным фирмы «Рикаль», максимальное укрепление сетки достигается при увеличении поперечных и продольных размеров ячеек сетки: из полипропилена ― в 3 раза, из полиэтилена ― в 2 раза, с ПВХ ― в 4-5 раз и из полиамидов ― в 5 раз.
Для орієнтації сітки у вигляді плоскої полотна, отриманої шляхом розрізання рукава, можна використовувати установки, на яких виконується двовісний орієнтація полімерних плівок, в т. Ч. З застосуванням Клуп.
(Закінчення в наступній статті)

- Видувна екструзія плівок
 Тема охорони довкілля при виборі пакувальних рішень з полімерів вже давно піддається спірним дискусій. Область упаковки з синтетичних матеріалів знаходиться у фокусі особливо пильної уваги.Повна версія статті
Тема охорони довкілля при виборі пакувальних рішень з полімерів вже давно піддається спірним дискусій. Область упаковки з синтетичних матеріалів знаходиться у фокусі особливо пильної уваги.Повна версія статті - Целюлоза технічної коноплі і джуту для пакувального матеріалу
 У статті наведені результати оцінки якості целюлози з джуту і технічної коноплі за фізико-хімічними показниками, отриманої з традиційних джерел. Підтверджена доцільність використання целюлози для виготовлення джутових мішків.Повна версія статті
У статті наведені результати оцінки якості целюлози з джуту і технічної коноплі за фізико-хімічними показниками, отриманої з традиційних джерел. Підтверджена доцільність використання целюлози для виготовлення джутових мішків.Повна версія статті